钢结构加工_钢结构加工厂生产厂家电话
感谢大家提供这个钢结构加工问题集合,让我有机会和大家交流和分享。我将根据自己的理解和学习,为每个问题提供清晰而有条理的回答。
1.钢结构厂主要做什么
2.一般钢结构厂都需要什么机器,对于一些工程都要加工什么构件?
3.钢结构加工设备有哪些
4.最详细的钢结构加工工序有哪些?
5.钢结构施工工艺?

钢结构厂主要做什么
1、钢结构工程的承接及施工;这个是主要内容;
2、钢结构构件的制作及加工;这个往往和上一条配套;
3、钢结构的设计;第1、2条要能看懂并熟悉图纸,主要侧重点是施工或加工工艺及质量控制;第3条一般涉及较少,因为主设计单位一般会完成相应的钢结构设计,且设计单位的选择主要为结构专业毕业生。
常说的钢结构公司主要是从事建筑钢结构加工制造的。钢构件加工制造单位,是做实业的。现在钢结构加工厂提供的主要产品有:建筑用钢构件、船用钢构件、压型钢板、彩钢板、夹芯板、檩条、型钢龙骨等等。实际上还有机械钢结构加工,但是这些加工任务都是在机械制造厂完成的。
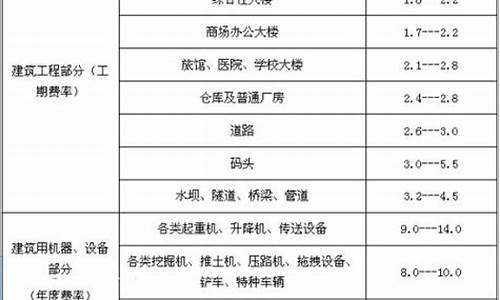
一般钢结构厂都需要什么机器,对于一些工程都要加工什么构件?
钢结构加工
1、钢结构加工制作前的生产准备
1)、技术准备:图纸会审、深化设计、加工制作方案、工艺试验。
2)、材料准备:采购、检验、储存。
3)、机具准备:运输、加工(切割、制孔、边缘加工等)、焊接、涂装、检测。
4)、劳动组织准备:特种作业持证上岗、岗前培训、技术交底。
2、钢结构加工制作工艺
1)、放样、号料
① 放样:钢结构制作工艺中的第一道工序,是根据产品施工详图或零、部件图样要求的形状和尺寸,按1:1的比例把产品或零、部件的实体画在放样台或平板上,求取实长并制成样板的过程。
② 号料(划线):根据样板在钢材上画出构件的实样,并打上各种加工记号,为钢材的切割下料做准备。
2)、切割(下料):切割是将放样和号料的零件形状从原材料上进行下料分离。常用的切割方法有:气割、机械切割(剪切、锯切)和等离子切割三种方法。
3)、成型:根据设计要求,利用加工设备和一定的工装模具把板材或型钢弯制成一定形状的工艺方法。一般有冷弯和热弯两种方法。
4)、矫正:钢材在存放、运输、吊运和加工成型过程中会变形,必须对不符合技术标准的钢材、构件进行矫正。矫正的方法:火焰矫正(亦称热矫正)、机械矫正和手工矫正(亦称冷矫正)。
5)、边缘加工:边缘加工方法有:铲边、刨边、铣边和碳弧气刨边。
6)、制孔:包括铆钉孔、螺栓孔,可钻可冲。制孔精度、孔距等允许偏差应符合设计和规范规定。
7)、组装:也称拼装、装配、组立,是按照施工图的要求,把已加工完成的各零件和半成品构件装配成独立的成品。钢结构组装的方法包括地样法、仿形复制装配法、立装法、卧装法、胎模装配法。
8)、焊接:焊接是钢结构加工制作中的关键步骤。
9)、铣端、钻安装孔及摩擦面处理
10)、除锈、涂装及编号
3、钢结构预拼装
由于受运输、安装设备能力的限制,或者为了保证安装的顺利进行,在工厂里将多个成品构件按设计要求的空间设置试装成整理,以检验各部分之间的连接状况,称为预拼装。
钢结构加工设备有哪些
1、钻床钻孔。估计一般的钢结构公司都有,也有可能有需要外包加工的。只是可能性小一些。
2、檩托板冲孔。檩托板上的孔有些公司是钻的,但稍微有些规模的都是用冲床冲出来,成本更低。当然需要冲床和模具。檩托板的尺寸也不完全一样,可能需要几种模具。
3、楼上有说支撑螺纹车床加工的。这个有道理。但其实车床加工螺纹费用比较高。有些是直接买标准螺纹丝杆,截断焊接使用。成本比自己做要低,河北标准件就有做的。细的螺纹一般用撮丝,效率高。
总之,钢结构厂的加工活比较少,就是有,量大了人家也会自己上设备。做大工程的有钱,又没有什么技术含量。
如果是关系,那就上个冲床。拉几个人给做钢结构安装也可以,但最好找个有经验的师傅。
望采纳,谢谢!
最详细的钢结构加工工序有哪些?
设备如下:1、起重设备,行车、叉车等。
2、剪板机、折弯机、钻床。
3、H型钢生产线,包含数控切割机、
组立机、龙门焊、矫正机、抛丸机,油漆喷涂。
4、C/Z型钢檩条机,彩钢瓦单板机。
5、箱型梁生产线。
钢结构施工工艺?
专业的钢结构师傅说每一件完整的钢结构产品从原材料进厂到构件的最终出厂需要经过21道加工工序。你听听我说的对不对?剪、冲、切、折、割、钻、铆、焊、喷、压、滚、弯、卷、刨、铣、磨、锯、涂、抛、热处理、无损检测。
钢结构施工工艺是非常重要的,每个细节的不同都会导致不一样的结果,每个小的差别都会影响效果。中达咨询就钢结构施工工艺和大家说明一下。
1、钢结构加工制作流程钢结构加工制作流程钢结构制作生产准备→放样、下料、切割→矫正、成型→边缘加工→组装→焊接(焊接结构矫正)→制孔→钢构件验收。
2、放样、下料和切割1、按照施工图上的尺寸,以1:1的比例在样台上放出实样,以求出真实现状和尺寸,然后根据实样的形状和尺寸制成样板、样杆,作为下料、弯制、铣、刨、制孔等加工的依据。
平行线距离和分段尺寸对角线长度、宽度孔距组孔中心线距离加工样板的角度2、钢材下料前采用25~2000三锟卷板机进行矫正调平,矫正后的偏差不应超过规范及设计规定的允许偏差值,以保证下料的质量。
3、利用样板计算出下料尺寸,直接在板料成型钢表面上画出零构件形状的加工界限。采用剪切、冲裁、锯切、气割等进行下料。
4、放样下料根据工艺要求预留制作安装时的焊接收缩余量及切割、刨边和铣平等余量。
5、零件的切割线与下料线的允许偏差应符合下表规定:
(mm)手工切割自动、半自动切割精密切割±2.0±1.5±1.06、切割前应将钢材表面切割区的铁锈、油污等清除干净;切割后断口边缘熔瘤、飞溅物应清除,断口上不得有裂纹和大于1mm的缺棱,并清除毛口。
、切割截面与钢材表面不垂直度不得大于钢材厚度的10%,且不得大于2.0mm。
8、精密切割的零件,其表面粗糙度不得大于0.03mm。
9、机械剪切的零件,其剪切与下料的允许偏差不得大于2.0mm。机械剪切的型钢,其端部剪切斜度不得大于2mm。
(四)矫正与成型1、普通碳素结构钢在高于-16℃时,采用冷矫正和冷弯曲。矫正后的钢材表面不应有明显凹面和损伤,表面划痕深度大于0.5mm。
2、零部件在冷矫正和冷弯曲时,其曲率半径和最大弯曲矢高应按设计和规范要求进行。
3、H型钢采用JZ--40矫正机进行翼缘板的矫正,焊接旁弯变形使用315卧式油压机。
4、零件热加工成型的加热温度控制在900~1000℃;碳素结构钢在温度下降700℃之前,低合金结构钢在温度下降到800℃之前,应结束加工;低合金钢
应缓慢冷却。
(五)边缘加工对外露边缘、焊接边缘、直接传力的边缘,需要进行铲、刨、铣等再加工,根据不同的要求,一般采用风铲、刨边机、碳弧气刨、端面铣床等机具、设备进行。
(六)制孔1、制孔根据情况分别采用冲孔、钻孔气割割孔等。
2、梁端板的螺栓孔用钢模钻孔,以保证螺栓孔位置、尺寸准确。腹板及连接板上的螺栓孔采用划线法钻孔。
3、孔的允许偏差超过设计或规范规定时,不得采用钢板堵塞,应采用与母材材质相匹配的焊条补焊后重新制孔。
更多关于工程/服务/采购类的标书代写制作,提升中标率,您可以点击底部官网客服免费咨询:/#/?source=bdzd
好了,今天关于“钢结构加工”的话题就讲到这里了。希望大家能够通过我的介绍对“钢结构加工”有更全面的认识,并且能够在今后的实践中更好地运用所学知识。如果您有任何问题或需要进一步的信息,请随时告诉我。
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。